Transparent plastic molding

Short Description:
Transparent plastic products are widely used in industrial manufacture and people’s life nowadays. Transparent plastic injection molding plays an important role in the field of plastic forming.
Because of the advantages of light weight, good toughness, easy moulding and low cost, plastics are increasingly used to replace glass in modern industrial and daily products, especially in optical instruments and packaging industries. But because these transparent parts require good transparency, high wear resistance and good impact toughness, a lot of work should be done on the composition of plastics and the process, equipment and moulds of the whole injection process to ensure that the plastics used to replace glass (hereinafter referred to as transparent plastics) have good surface quality, so as to meet the requirements of use.
I---Introduction of Transparent Plastics in Common Use
At present, transparent plastics commonly used in the market are polymethyl methacrylate (PMMA), polycarbonate (PC), polyethylene terephthalate (PET), polyethylene terephthalate-1,4-cyclohexanedimethyl glycol ester (PCTG), Tritan Copolyester (Tritan), transparent nylon, acrylonitrile-styrene copolymer (AS), polysulfone (PSF), etc. Among them, PMMA, PC and PET are the most commonly used plastics in injection moulding.

Transparent plastic resin
2.PC(Polycarbonate)
Property:
(1). Colorless and transparent, transmittance of 88% - 90%. It has high strength and elastic coefficient, high impact strength and wide use temperature range.
(2). High transparency and free dyeing;
(3). Forming shrinkage is low ((0.5%-0.6%) and dimensional stability is good. Density 1.18-1.22g/cm^3 .
(4). Good flame retardancy and flame retardancy UL94 V-2. The thermal deformation temperature is about 120-130 °C.
(5). Excellent electrical characteristics, good insulation performance (humidity, high temperature can also maintain electrical stability, is the ideal material for manufacturing electronic and electrical parts);
(6) H.D.T.is high;
(7). Good weatherability ;
(8). PC is odorless and is harmless to human body and conforms to the hygienic safety.
Application:
(1). Optical lighting: used for manufacturing large lampshades, protective glass, left and right eyepiece barrels of optical instruments, etc. It can also be widely used for transparent materials on aircraft.
(2). Electrical and electronic appliances: Polycarbonate is an excellent insulating material for manufacturing insulating connectors, coil frames, pipe holders, insulating bushings, telephone shells and parts, battery shells of mineral lamps, etc. It can also be used to make parts with high dimensional accuracy, such as compact discs, telephones, computers, video recorders, telephone exchanges, signal relays and other communication equipment. Polycarbonate thin touch is also widely used as capacitor. PC film is used for insulating bags, tapes, color videotapes, etc.
(3). Machinery and equipment: It is used to manufacture various gears, racks, worm gears, bearings, cams, bolts, levers, crankshafts, ratchets and other parts of machinery and equipment, such as shells, covers and frames.
(4). Medical equipment: cups, cylinders, bottles, dental instruments, drug containers and surgical instruments that can be used for medical purposes, and even artificial kidneys, artificial lungs and other artificial organs.
3.PET(Polyethylene terephthalate)
Property:
(1). PET resin is opalescent translucent or colorless transparent, with relative density 1.38g/cm^3 and transmittance 90%.
(2). PET plastics have good optical properties, and amorphous PET plastics have good optical transparency.
(3).The tensile strength of PET is very high, which is three times that of PC . It has the greatest toughness in thermoplastic plastics because of its good resistance to U-change, fatigue and friction, low wear and high hardness. It is made into thin-walled products such as plastic bottles and films and plastic films.
(4). Hot deformation temperature 70°C. Flame retardant is inferior to PC
(5). PET bottles are strong, transparent, non-toxic, impermeable and light in weight.
(6). Weatherability is good and can be used outdoors for a long time.
(7). Electrical insulation performance is good, and it is less affected by temperature.
Application:
(1). Application of packaging bottle: Its application has developed from carbonated beverage to beer bottle, edible oil bottle, condiment bottle, medicine bottle, cosmetic bottle and so on.
(2). Electronic and electrical appliances: manufacturing connectors, coil winding tubes, integrated circuit shells, capacitor shells, transformer shells, TV accessories, tuners, switches, timer shells, automatic fuses, motor brackets and relays, etc.
(3). Automobile accessories: such as distribution panel cover, ignition coil, various valves, exhaust parts, distributor cover, measuring instrument cover, small motor cover, etc., can also use the excellent coating property, surface gloss and rigidity of PET to manufacture automobile outer parts.
(4). Machinery and equipment: manufacturing gear, cam, pump housing, belt pulley, motor frame and clock parts, also can be used for microwave oven baking pan, various roofs, outdoor billboards and models
(5). PET plastic forming process. It can be injected, extruded, blown, coated, bonded, machined, electroplated, vacuum plated and printed.
PET can be made into film of which thickness of 0.05 mm to 0.12 mm by stretching process. The film after stretching has good hardness and toughness. Transparent PET film is the best choice of protective film for LCD screen. At the same time, PET film is also a common material of IMD/IMR because of its good mechanical properties.
The comparison conclusions of PMMA,PC,PET are as follows:
According to the data in Table 1, PC is an ideal choice for comprehensive performance, but it is mainly due to the high cost of raw materials and the difficulty of injection molding process, so PMMA is still the main choice. (For products with general requirements), while PET is mostly used in packaging and containers because it needs to be stretched to obtain good mechanical properties.
II---The physical properties and application of transparent plastics used in injection molding:
Transparent plastics must first have high transparency, and secondly, they must have certain strength and wear resistance, impact resistance, good heat resistance, excellent chemical resistance and low water absorption. Only in this way can they meet the requirements of transparency and remain unchanged for a long time in use. The performance and application of PMMA, PC and PET are compared as follows.
1. PMMA (Acrylic)
Property:
(1). Colorless transparent, transparent, transparent 90% - 92%, toughness than silicon glass more than 10 times.
(2). Optical, insulating, processability and weatherability.
(3). It has high transparency and brightness, good heat resistance, toughness, rigidity, hot deformation temperature 80°C, bending strength 110 Mpa.
(4).Density 1.14-1.20g/cm^3 , deformation temperature 76-116 °C, forming shrinkage 0.2-0.8%.
(5). Linear expansion coefficient is 0.00005-0.00009/°C, thermal deformation temperature is 68-69°C (74-107 °C).
(6). Soluble in organic solvents such as carbon tetrachloride, benzene, toluene dichloroethane, trichloromethane and acetone.
(7). Non-toxic and environmentally friendly.
Application:
(1). Widely used in instrument parts, automobile lamps, optical lenses, transparent pipes, road lighting lamp shades.
(2). PMMA resin is a non-toxic and environmentally friendly material, which can be used to produce tableware, sanitary ware, etc.
(3). It has good chemical stability and weatherability. PMMA resin is not easy to produce sharp debris when broken. It is used as plexiglass instead of silica glass to make safety doors and windows.

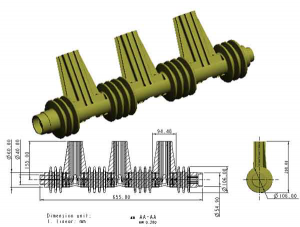
PMMA transparent pipe joint

PMM fruit plate

PMMA transparent lamp cover
Table 1. Performance comparison of transparent plastics
| Property | Density (g/cm^3) | Tensile strength (Mpa) | Notcimpact strength(j/m^2) | Transmittance (%) | Hot Deformation Temperature(°C) | Permissible water content(%) | Shrinkage rate (%) | Wear resistance | Chemical resistance |
| Material | |||||||||
| PMMA | 1.18 | 75 | 1200 | 92 | 95 | 4 | 0.5 | poor | good |
| PC | 1.2 | 66 | 1900 | 90 | 137 | 2 | 0.6 | average | good |
| PET | 1.37 | 165 | 1030 | 86 | 120 | 3 | 2 | good | excellent |
Let us focus the material PMMA,PC,PET to discuss the property and injection process of transparent plastics as follows:
III--- Common Problems to Be Noticed in the Process of Transparent Plastics Injection Molding.
Transparent plastics, because of their high transmittance, must require strict surface quality of plastic products.
They must not have any defects such as spots, blowhole, whitening, fog halo, black spots, discoloration and poor gloss. Therefore, strict or even special requirements should be paid attention to in the design of raw materials, equipment, moulds and even products during the whole injection process.
Secondly, because transparent plastics have high melting point and poor fluidity, in order to ensure the surface quality of products, the process parameters such as higher temperature, injection pressure and injection speed should be adjusted slightly, so that the plastics can be filled with moulds, and internal stress will not occur, which will lead to deformation and cracking of products.
The following points should be paid attention to in the preparation of raw materials, requirements for equipment and moulds, injection moulding process and raw material treatment of products.
1 Preparation and drying of raw materials .
Because any impurities in plastics may affect the transparency of the products, it is necessary to pay attention to sealing in the process of storage, transportation and feeding to ensure that the raw materials are clean. Especially when the raw material contains water, it will deteriorate after heating, so it must be dry, and when injection molding, the feeding must use the dry hopper. Also note that in the drying process, the air input should be filtered and dehumidified to ensure that the raw materials are not polluted. The drying process is shown in Table 2.

Automobile PC lamp cover

Transparent PC cover for container

PC plate
Table 2: Drying process of transparent plastics
| data | drying temperature (0C) | drying time (hour) | material depth (mm) | remark |
| material | ||||
| PMMA | 70~80 | 2~4 | 30~40 | Hot Air Cyclic Drying |
| PC | 120~130 | >6 | <30 | Hot Air Cyclic Drying |
| PET | 140~180 | 3~4 | Continuous drying unit |
2. Cleaning of barrel, screw and accessories
In order to prevent the pollution of raw materials and the existence of old materials or impurities in the pits of screw and accessories, especially the resin with poor thermal stability, screw cleaning agent is used to clean the parts before and after shutdown, so that impurities can not be adhered to them. When there is no screw cleaning agent, PE, PS and other resins can be used to clean the screw. When temporary shutdown occurs, in order to prevent material from staying at high temperature for a long time and causing degradation, the dryer and barrel temperature should be reduced, such as PC, PMMA and other barrel temperature should be reduced to below 160 C. (hopper temperature should be below 100 C for PC)
3. Problems needing attention in die design (including product design) In order to prevent backflow impediment or uneven cooling resulting in poor plastic forming, surface defects and deterioration, the following points should be paid attention to when designing the mould.
A). The wall thickness should be as uniform as possible and the demoulding slope should be large enough;
B). The transition should be gradual. Smooth transition to prevent sharp corners. There must be no gap in sharp edges, especially in PC products.
C). gate. The runner should be as wide and short as possible, and the gate position should be set according to the shrinkage and condensation process, and the refrigerant well should be used when necessary.
D). The surface of the die should be smooth and low roughness (preferably less than 0.8);
E). Exhaust holes. The tank must be sufficient to discharge air and gas from the melt in time.
F). Except for PET, the wall thickness should not be too thin, generally not less than l mm.
4. Problems needing attention in injection moulding process (including requirements for injection moulding machines) In order to reduce internal stress and surface quality defects, attention should be paid to the following aspects in injection molding process.
A). Special screw and injection moulding machine with separate temperature control nozzle should be selected.
B). Higher injection humidity should be used at injection temperature without decomposition of plastic resin.
C). Injection pressure: generally higher to overcome the defect of high melt viscosity, but too high pressure will produce internal stress, which will lead to difficult demoulding and deformation;
D). Injection speed: In the case of satisfying filling, it is generally appropriate to be low, and it is best to use slow-fast-slow multi-stage injection;
E). Pressure holding time and forming period: in the case of satisfying product filling without producing depressions and bubbles, it should be as short as possible to reduce the residence time of melt in the barrel;
F). Screw speed and back pressure: on the premise of satisfying the plasticizing quality, it should be as low as possible to prevent the possibility of descent;
G). Mould temperature: The cooling quality of products has a great impact on the quality, so the mould temperature must be able to accurately control its process, if possible, the mould temperature should be higher.
5. Other aspects
In order to prevent the deterioration of the surface quality, the release agent should be used as little as possible in general injection moulding, and the reusable material should not be more than 20%.
For all products except PET, post-processing should be carried out to eliminate internal stress, PMMA should be dried in 70-80°C hot air cycle for 4 hours, PC should be heated at 110-135°C in clean air, glycerin, liquid paraffin, etc. The time depends on the product, and the maximum need is more than 10 hours. PET has to undergo biaxial stretching to obtain good mechanical properties.

PET tubes

PET bottle

PET case
IV--- Injection Molding Technology of Transparent Plastics
Technological characteristics of transparent plastics: Besides the above common problems, transparent plastics also have some technological characteristics, which are summarized as follows:
1. Process characteristics of PMMA. PMMA has high viscosity and poor fluidity, so it must be injected with high material temperature and injection pressure. The influence of injection temperature is greater than injection pressure, but the increase of injection pressure is beneficial to improve the shrinkage rate of products. The injection temperature range is wide, the melting temperature is 160°C and the decomposition temperature is 270°C so the material temperature regulation range is wide and the process is good. Therefore, to improve the fluidity, we can start with the injection temperature. Poor impact, poor wear resistance, easy to scratch, easy to crack, so we should improve the temperature of the die, improve the condensation process, to overcome these defects.
2. Process characteristics of PC PC has high viscosity, high melting temperature and poor fluidity, so it must be injected at a higher temperature (between 270 and 320T). Comparatively speaking, the range of material temperature adjustment is relatively narrow, and the processability is not as good as PMMA. Injection pressure has little effect on the fluidity, but because of the high viscosity, it still needs a larger injection pressure. In order to prevent internal stress, the holding time should be as short as possible. The shrinkage rate is large and the dimension is stable, but the internal stress of the product is large and it is easy to crack. Therefore, it is advisable to improve the fluidity by increasing the temperature rather than the pressure, and to reduce the possibility of cracking by increasing the temperature of the die, improving the structure of the die and after-treatment. When the injection speed is low, the gate is prone to corrugation and other defects, the radiation nozzle temperature should be controlled separately, the mould temperature should be high, and the resistance of runner and gate should be small.
3. Technological characteristics of PET PET has a high forming temperature and a narrow range of material temperature adjustment, but it has good fluidity after melting, so it has poor workability, and anti-prolongation device is often added in the nozzle. The mechanical strength and performance after the injection is not high, must through the stretching process and modification can improve the performance. The accurate control of die temperature is to prevent warping.
Because of the important factor of deformation, hot runner die is recommended. If the temperature of the die is high, the surface gloss will be poor and the demoulding will be difficult.
Table 3. Injection Molding Process Parameters
| parameter material | pressure (MPa) | screw speed | ||
| injection | keep pressure | back pressure | (rpm) | |
| PMMA | 70~150 | 40~60 | 14.5~40 | 20~40 |
| PC | 80~150 | 40~70 | 6~14.7 | 20~60 |
| PET | 86~120 | 30~50 | 4.85 | 20~70 |
| parameter material | pressure (MPa) | screw speed | ||
| injection | keep pressure | back pressure | (rpm) | |
| PMMA | 70~150 | 40~60 | 14.5~40 | 20~40 |
| PC | 80~150 | 40~70 | 6~14.7 | 20~60 |
| PET | 86~120 | 30~50 | 4.85 | 20~70 |
V---Defects of Transparent Plastic Parts
Here we only discuss the defects that affect the transparency of products. There are probably the following defects:
Defects of transparent products and ways to overcome them:
1 Craze: the anisotropy of internal stress during filling and condensation, and the stress produced in the vertical direction, make the resin flow upward orientation, while the non-flow orientation produces flash filament with different refractive index. When it expands, cracks may occur in the product.
The overcoming methods are: cleaning the mould and the barrel of the injection machine, drying the raw materials sufficiently, increasing the exhaust gas, increasing the injection pressure and back pressure, and annealing the best product. If the PC material can be heated to above 160°C for 3 - 5 minutes, then it can be cooled naturally.
2. Bubble: Water and other gases in the resin can not be discharged (during the process of mould condensation) or "vacuum bubbles" are formed because of the insufficient filling of the mould and too fast condensation of the condensation surface. The overcoming methods include increasing exhaust and drying sufficiently, adding gate at back wall, increasing pressure and speed, reducing melting temperature and prolonging cooling time.
3. Poor surface gloss: mainly due to the large roughness of the die, on the other hand, too early condensation, so that the resin can not copy the state of the die surface, all of which make the surface of the die slightly uneven, and make the product lose gloss. The method to overcome this problem is to increase melting temperature, mould temperature, injection pressure and injection velocity, and prolong cooling time.
4. Seismic ripple: dense ripple formed from the center of the straight gate. The reason is that the melt viscosity is too high, the front end material has condensed in the cavity, and then the material breaks through the condensation surface, resulting in surface ripple. The overcoming methods are: increasing injection pressure, injection time, injection time and speed, increasing mould temperature, selecting appropriate nozzles and increasing cold charge wells.
5. Whiteness. Fog halo: It is mainly caused by dust falling into raw materials in the air or excessive moisture content of raw materials. The overcoming methods are: removing impurities of injection moulding machine, ensuring enough dryness of plastic raw materials, accurately controlling melting temperature, increasing mould temperature, increasing back pressure of injection moulding and shortening injection cycle. 6. White smoke. Black spot: It is mainly caused by the decomposition or deterioration of resin in the barrel caused by the local overheating of plastic in the barrel. The overcoming method is to reduce the melting temperature and the residence time of raw materials in the barrel, and increase the exhaust hole.
Mestech company specializes in providing customers with transparent lampshade, medical electronic products panel mold and injection production. If you need this, please contact us. We are glad to provide you with those service.