Machined parts



Short Description:
Machined parts constitute the basic components of various mechanical devices and equipment. The equipment and process used by it integrate the highest level of current machine design, materials, smelting, machinery, electronics, industrial control and other fields.
With the development of technology, precision parts and machining play an increasingly important role in modern industrial manufacturing. MESTECH has been providing customers with precise processing of metal and non-metal parts for years.
What is the role of precision metal parts play in modern industry?
Machine tool is the “Industrial mother machine” . Almost all mechanical equipment manufacturing is inseparable from mechanical processing. With the continuous improvement of technology and equipment, there is a huge demand for precision parts, such as aviation, aerospace, automobile, medical, artificial intelligence and chip manufacturing, all of which are inseparable from the support of precision parts. How to achieve high-efficiency and low-cost manufacturing of precision parts is a matter of machinery manufacturing industry.
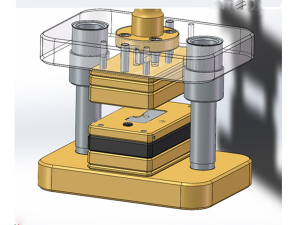
Steel base
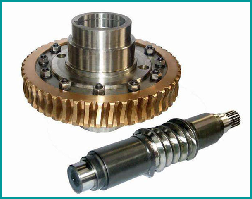
Worm gear

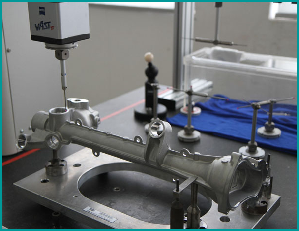
High precision parts

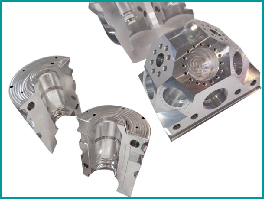
Brass parts
How many types of machining process do you know?
Precision machining is a process of changing the size or performance of a workpiece by means of a processing machine. According to the temperature state of the workpiece being processed, it can be divided into cold processing, hot processing and special processing. It is generally processed at room temperature and does not cause chemical or physical changes of the workpiece. It is called cold processing. Generally, processing at or below normal temperature will cause chemical or physical changes of the workpiece, which is called thermal processing. Cold processing can be divided into cutting and pressure processing according to the difference of processing methods. Heat treatment, forging, casting and welding are common in hot working. Precision cutting is often the final processing link to ensure the accuracy of parts, and it is also the link with the largest workload, undertaking more than 60% of the processing of mechanical parts.
What is precision mechanical Cutting ?
Mechanical Cutting is the main way of mechanical processing, referring to the process of removing materials through precise machining.
Precision mechanical cutting is a kind of processing machine with high precision. There are two main ways to realize precision machining of parts:
(1) One is to use high-precision machine tools to process high-precision parts, such as coordinate boring machine, thread grinder, worm grinder, gear grinder, optical grinder, high-precision external grinder, high-precision hob grinder, high-precision thread lathe, etc. These machine tools are high-precision special machine tools, specially used for the processing of a specific type of parts, such as gears, turbines, screw, cutting tools, high-precision transmission shaft and engine box, etc. These machine tools are highly efficient and accurate for processing special purpose.
(2) The second is to use error compensation technology to improve the processing accuracy of parts. The main exponential control machine tools are CNC milling machine, CNC lathe, CNC grinder, CNC boring and milling machine, and compound machining center.
CNC machine tools are generally general purpose machine tools, because of the use of computer programming technology, can be pre-programmed on the computer simulation processing and debugging, has good compatibility and adaptability, suitable for complex shape, variety of parts processing. CNC machine tools are expensive, but they can realize the automation of processing, and have good repetitive processing accuracy and production efficiency.
How to choose the appropriate processing equipment?
With the development of computer control technology, more and more machine tools are integrated with CNC system, in order to realize the automation of processing, avoid manual operation errors, and improve the processing accuracy and stability. Therefore, CNC machine tools are widely used in the field of precision parts manufacturing.
(1) CNC processing precision of fine metal shaft is high, with stable processing quality;
(2) It can carry out multi-coordinate linkage and process parts with disorderly shapes.
(3) When the CNC parts of fine hardware are changed, only the NC program needs to be changed to save the production preparation time.
(4) The machine tool itself has high precision and rigidity, and can choose the advantageous processing amount, and the output rate is high (generally 3 to 5 times of that of the general machine tool).
(5) Machine tools are highly automated and can reduce labor intensity.
CNC fine processing using short cutting tools is the main feature of fine hardware parts. Short cutters can significantly reduce tool deviation, and then achieve excellent surface quality, avoid rework, reduce the use of welding rods, and shorten the EDM processing time. When considering the five-axis machining, it is necessary to consider the principle of using the five-axis processing die: to complete the whole workpiece processing with the shortest cutting material as far as possible, but also to reduce programming, clamping and processing time to obtain more perfect surface quality.
How to make reasonable processing technology?
(1) Rough processing stage. To cut off most of the processing allowance of each processing surface and to produce a precise benchmark, the most important consideration is to improve productivity as much as possible.
(2) Semi-finishing stage. Remove the possible shortcomings after rough processing, prepare for the finishing of the appearance, require to reach the required processing accuracy, ensure the appropriate finishing allowance, and finish the secondary surface processing together.
(3) Finishing stage. In this stage, large cutting speed, small feed and cutting depth are selected to remove the finishing allowance left by the previous process so as to make the appearance of the parts meet the technical requirements of the drawings.
(4) Ultrafine machining stage . It is mainly used to reduce the value of surface roughness or to strengthen the processing appearance. It is mainly used for surface processing with high requirements of surface roughness (ra < 0.32 um).
(5) Ultra-fine processing stage. Machining accuracy is 0.1-0.01 micron and surface roughness value RA is less than 0.001 micron. The main processing methods are: fine cutting, mirror grinding, fine grinding and polishing.
How to choose the suitable material for the workpiece?
Precision processing, not all raw materials may wish to carry out precision processing, some raw materials are too hard, exceeding the hardness of the processing machine parts, may collapse the machine parts, so these raw materials are not suitable for precision mechanical processing, unless it is made of unique raw materials, or laser cutting.
The raw materials for precision machining can be divided into two categories, metal raw materials and non-metal raw materials.
As for metal raw materials, the hardness of rust steel is higher, followed by cast iron, followed by copper and softer aluminum.
The processing of ceramics and plastics belongs to the processing of non-metallic raw materials.
1. First of all, the parts must have a certain degree of hardness. For some applications, the higher the hardness of the blank material, the better. It is only limited to the hardness requirements of the machined parts. The machined materials can not be too hard. If they are harder than the machined parts, they can not be machined.
2. Secondly, the material is moderate in hardness and softness. At least one level of hardness is lower than that of the machine parts. At the same time, it depends on the function of the processed devices and the correct selection of materials for the machine parts.
In short, there are still some requirements for material quality in precision machining, not all materials are suitable for processing, such as soft or hard raw materials, the former is not necessary for processing, and the latter is unable to process.
Mestech provides customers with manufacturing and processing of precision metal parts. If you need more information, please contact us.